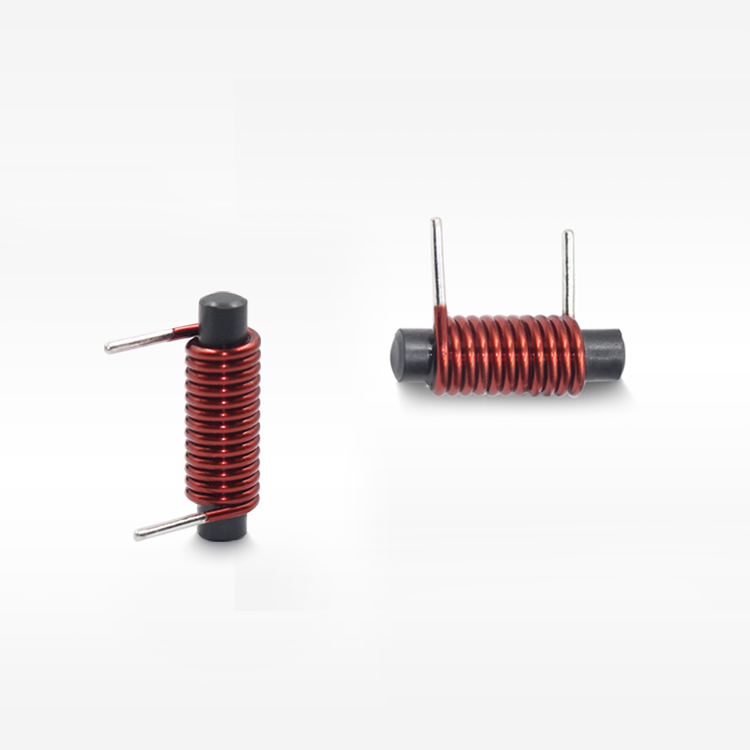
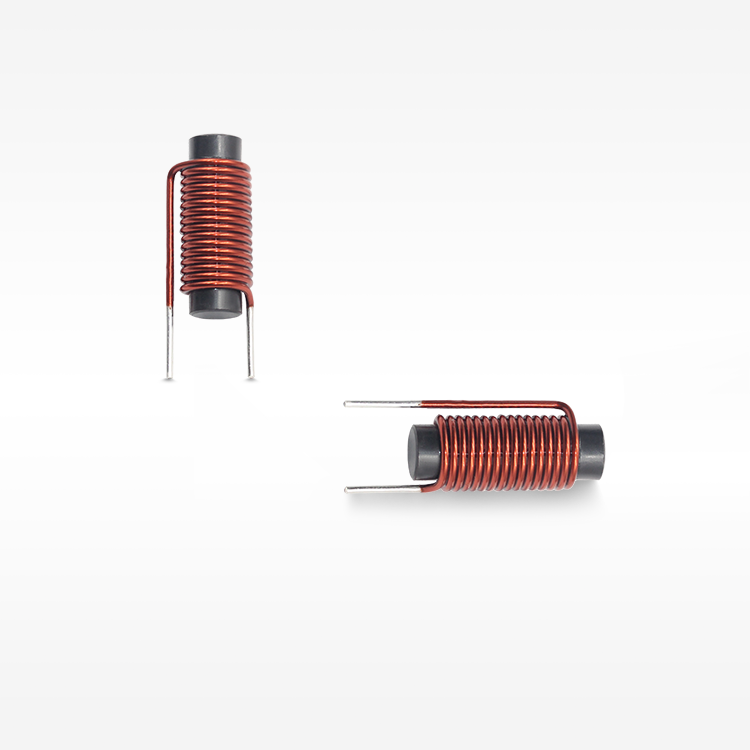
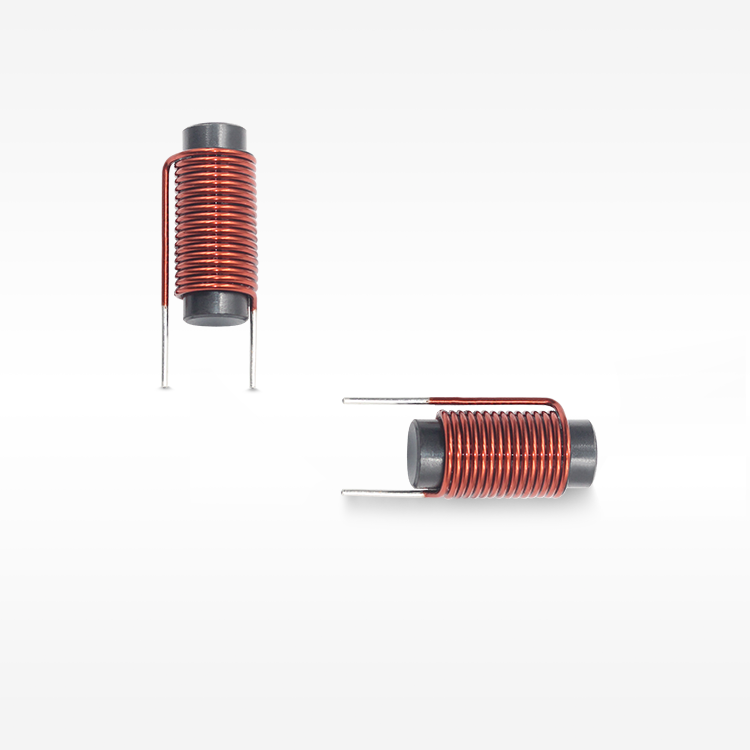
Технология точной намотки для улучшенных электрических характеристик
Настройка стержневого индуктора осуществляется с применением передовой технологии точной намотки, обеспечивающей исключительные электрические характеристики за счёт тщательного контроля размещения проводника, целостности изоляции и механической устойчивости. Процесс намотки использует компьютеризированное оборудование, способное поддерживать постоянное натяжение, расстояние между витками и равномерное распределение слоёв на протяжении всего процесса формирования катушки. Проводники из высококачественной меди проходят строгий контроль качества перед намоткой, что гарантирует одинаковую площадь поперечного сечения, гладкость поверхности и чистоту материала, напрямую влияющие на электрическое сопротивление и способность проводить ток. При выборе провода учитывается эффект поверхностного проводимости на целевых рабочих частотах, оптимизируя диаметр и конфигурацию проводника для минимизации переменного сопротивления и связанных с ним потерь мощности. Многослойные методы намотки равномерно распределяют витки по всей длине сердечника, уменьшая эффект близости между соседними проводниками и одновременно максимизируя индуктивность на единицу объёма. Системы изоляции включают несколько барьерных слоёв — эмалевое покрытие, пленочную обмотку и пропиточные материалы, обеспечивающие высокую диэлектрическую прочность и термостойкость. Система контроля натяжения при намотке предотвращает концентрацию механических напряжений, которые могут нарушить целостность провода или привести к неоднородному распределению магнитного поля. Изоляционные материалы, рассчитанные на определённый температурный режим, обеспечивают надёжную работу в широком диапазоне температур, сохраняя диэлектрические свойства и предотвращая пробой при циклических изменениях температуры. Точный процесс намотки обеспечивает контроль количества витков с точностью до плюс-минус один процент, что гарантирует точность индуктивности в соответствии с жёсткими требованиями к применению. Межслойная изоляция предотвращает электрические замыкания, одновременно сохраняя минимальную дополнительную толщину, которая могла бы повлиять на общие габариты компонента. Процесс оконцевания использует передовые методы пайки и механического крепления, обеспечивающие надёжные электрические соединения, устойчивые к термическим нагрузкам и механическим вибрациям. Проверка качества включает электрические испытания каждого намотанного компонента с измерением индуктивности, сопротивления и целостности изоляции перед окончательной сборкой. Передовые схемы намотки позволяют удовлетворять специальным требованиям, таким как отвод от середины, несколько обмоток для трансформаторных применений и секционированные катушки для снижения паразитной ёмкости. Производственный процесс ведёт детальные записи прослеживаемости для каждого настраиваемого стержневого индуктора, документируя материалы, параметры процесса и результаты испытаний, что поддерживает обеспечение качества и требования к документации для конкретного заказчика.